Calculadora Eslabones A Retirar Mm Totales A Ajustar facilita el cálculo preciso de longitud y número de eslabones a quitar.
Este artículo ofrece fórmulas, tablas responsivas, ejemplos resueltos y referencias normativas para aplicación técnica.
Calculadora de eslabones a retirar (mm a ajustar)
Calcula cuántos eslabones debe retirar o añadir para alcanzar una longitud total objetivo, con base en el paso del eslabón (mm). Útil en cadenas mecánicas y de transmisión para ajustar longitud con precisión.
• Número de eslabones (entero): N = Δ / paso. Como los eslabones son enteros se calculan N_floor = floor(Δ/paso), N_round = round(Δ/paso), N_ceil = ceil(Δ/paso).
• Longitud resultante al retirar N eslabones: Lres = Lact − N × paso.
• Error respecto al objetivo: Error(mm) = Lres − Ld. Porcentaje de error = (Error / Ld) × 100%.
Variables:
Lact = Longitud actual en mm.
Ld = Longitud objetivo en mm.
paso = longitud de un eslabón (pitch) en mm.
Resultado principal: se muestra N_round como ajuste más cercano; se detallan alternativas floor/ceil y el error asociado.
| Aplicación | Paso típico (mm) | Notas |
|---|---|---|
| Bicicleta (cadena estándar) | 12,70 | Paso 1/2" ≈ 12,7 mm, muy común en bicicletas y equipos ligeros |
| Cadenas ligeras / cortadoras | 9,525 | Paso 3/8" utilizado en cadenas pequeñas |
| Transmisiones industriales | 15,875 / 19,05 | Paso 5/8" y 3/4" en aplicaciones industriales |
| Eslabones especiales | Variable | Compruebe la norma del fabricante y mida el paso entre centros |
Preguntas frecuentes
Conceptos básicos y alcance técnico
Definición: "eslabón" aquí se refiere al segmento de cadena o brazalete unido por remaches o pasadores.
Objetivo: determinar cuántos eslabones retirar y el ajuste en milímetros para alcanzar la longitud objetivo.
Parámetros principales y variables involucradas
- Longitud actual (L_act): longitud medida en mm de la cadena completa.
- Longitud objetivo (L_obj): longitud deseada en mm tras retirar eslabones.
- Longitud por eslabón (l_e): longitud de un eslabón individual en mm (puede variar por diseño).
- Número de eslabones a retirar (N_r): número entero de eslabones a quitar.
- Ajuste fino (A_f): ajuste en mm que puede realizarse con cierre microajustable o variación de cierre.
- Tolerancia de ajuste (T): margen permisible en mm según normativa o preferencia (ej. ±1 mm).
- Remanente (R): longitud restante después de retirar N_r eslabones.
Fórmulas fundamentales y explicación de variables
A continuación se presentan las fórmulas escritas con estructura de etiquetas de marcado y estilos para representar expresiones matemáticas. Cada variable incluye su explicación y valores típicos.
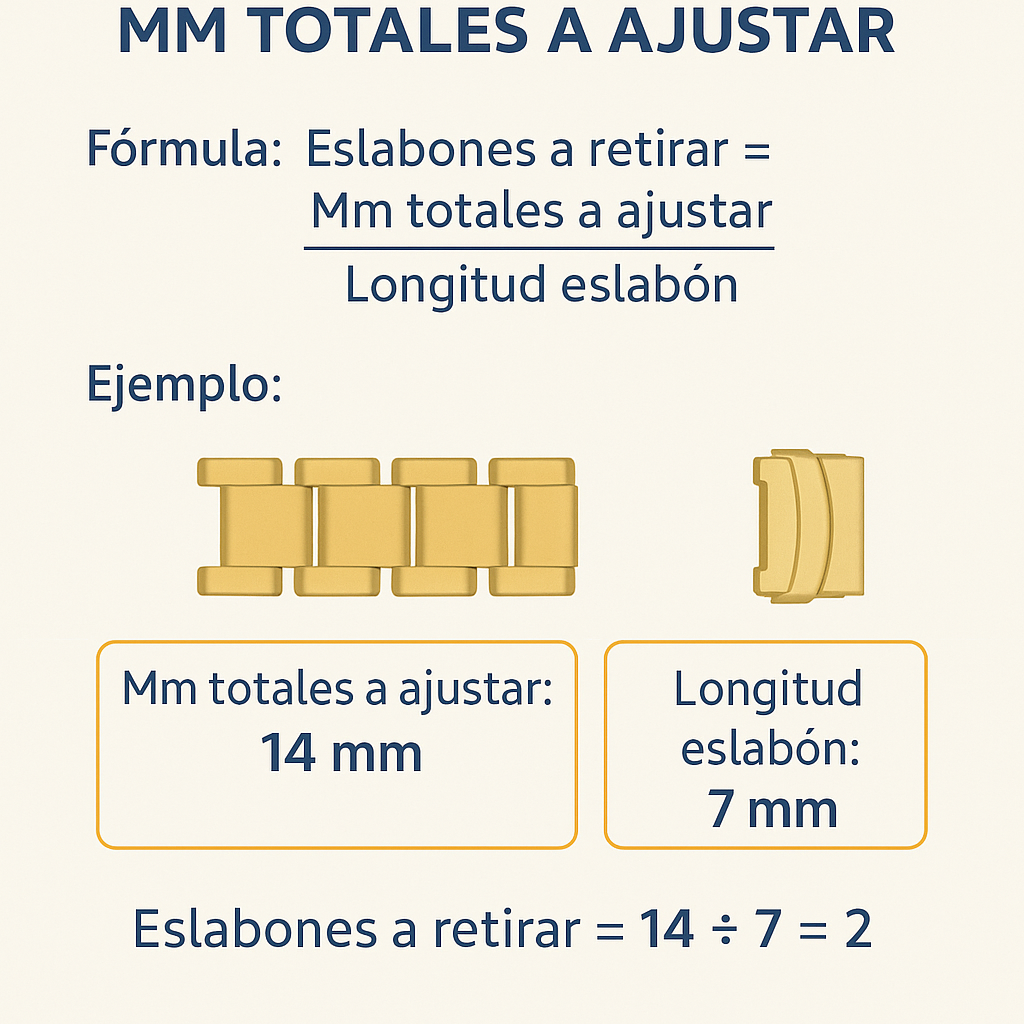
Fórmula 1: cálculo directo de número de eslabones a retirar
Expresión: N_r = floor((L_act − L_obj) / l_e)
Variables:
- L_act: longitud actual en mm. Valor típico: 160–220 mm en brazaletes; 440–520 mm en cadenas de reloj tipo extensión.
- L_obj: longitud objetivo en mm. Valor típico según anatomía: 155–200 mm para muñeca adulta.
- l_e: longitud por eslabón en mm. Valor típico: 5–12 mm según diseño.
- floor(): operación de redondeo hacia abajo para número entero de eslabones.
Fórmula 2: longitud después de retirar N_r eslabones
Expresión: R = L_act − (N_r × l_e)
Variables:
- R: longitud residual en mm tras retirar N_r eslabones.
- Interpretación: R debe aproximarse a L_obj dentro de T.
Fórmula 3: ajuste fino requerido
Expresión: A_f = L_obj − R
Variables:
- A_f: ajuste fino en mm (positivo si hay que acortar más, negativo si queda más corto que requerido).
- Valores típicos: |A_f| ≤ 5 mm; idealmente |A_f| ≤ T.
Fórmula 4: número total de eslabones a retirar con redondeo y tolerancia
Expresión: N_r_opt = round((L_act − L_obj) / l_e) con comprobación de tolerancia: |A_f| ≤ T
Variables:
- round(): redondeo al entero más cercano; útil cuando existe posibilidad de ajuste fino con cierre microajustable.
- Si |A_f| > T, recalcular N_r con ±1 para evaluar alternativas.
Fórmula 5: cálculo con elementos mixtos (eslabones dobles o intercalados)
Cuando existen eslabones alternados con longitud l_e1 y l_e2:
Expresión: longitud por ciclo = l_e1 + l_e2
N_r_ciclos = floor((L_act − L_obj) / (l_e1 + l_e2))
Variables:
- l_e1, l_e2: longitudes de eslabones alternos.
- Si quedan eslabones sueltos, aplicar fórmula 2 con consideración de patrón.
Tablas extensas con valores comunes
Las siguientes tablas presentan combinaciones frecuentes de longitudes, medidas por eslabón y resultados de cálculo para diferentes situaciones comerciales y técnicas.
| Tipo | Longitud actual (mm) | Longitud objetivo (mm) | Longitud por eslabón (mm) | Número calculado (N_r) | Longitud residual (mm) | Ajuste fino (mm) |
|---|---|---|---|---|---|---|
| Brazalete acero deportivo | 190 | 175 | 7.5 | 2 | 175.0 | 0.0 |
| Brazalete elegante | 185 | 170 | 5.0 | 3 | 170.0 | 0.0 |
| Cadena reloj extensión | 480 | 450 | 6.0 | 5 | 450.0 | 0.0 |
| Pulsera doble | 200 | 180 | 10.0 | 2 | 180.0 | 0.0 |
| Cadena fina | 210 | 195 | 3.5 | 4 | 196.0 | -1.0 |
| Modelo alternado | 205 | 180 | 6.0/4.0 | floor(25/10)=2 | 205−2×(6+4)=185 | -5.0 |
| Cadena deportiva larga | 520 | 460 | 8.0 | 7 | 464.0 | -4.0 |
| Reloj mixto | 450 | 420 | 5.5 | 5 | 422.5 | -2.5 |
Tabla de referencia: longitudes por eslabón según tipo de cierre y fabricante
| Tipo de eslabón | Descripción | l_e típico (mm) | Uso común |
|---|---|---|---|
| Solid link | Eslabón macizo rectangular | 6–10 | Brazaletes masculinos |
| Flat link | Eslabón plano y ancho | 4–8 | Pulseras femeninas |
| Micro link | Eslabón pequeño continuo | 2–4 | Cadenas finas y joyería |
| Alternado | Secuencia de dos longitudes | 4 + 6 típica | Estética y flexibilidad |
| Esfera reloj | Eslabones con ajuste rápido | 3–7 | Cierres microajustables |
Procedimiento paso a paso para cálculo y verificación
1) Medir L_act con regla calibrada o pie de rey, registrar con ±0.5 mm de incertidumbre.
2) Determinar L_obj según ergonomía y normativa del producto o preferencia del usuario.
3) Medir l_e en varios eslabones y promediar; si hay variación >5%, analizar patrón.
4) Aplicar Fórmula 1 para obtener N_r preliminar; verificar con fórmula 2 y 3.
5) Comprobar A_f frente a tolerancia T; si excede, considerar redondeo y opciones de ajuste.
Consideraciones prácticas y errores comunes
Errores frecuentes: usar l_e nominal sin medir, ignorar cierres y engastes que afectan longitud.
Impacto de manufactura: remaches y juntas pueden sumar 0.2–0.8 mm por unión, afectando R.
Ejemplos prácticos resueltos
Caso 1: brazalete metálico clásico
Datos: L_act = 190 mm; L_obj = 175 mm; l_e = 7.5 mm; T = 1.0 mm.
Cálculo:
- Determinar N_r: N_r = floor((190 − 175) / 7.5) = floor(15 / 7.5) = floor(2.0) = 2.
- Longitud residual R = 190 − (2 × 7.5) = 190 − 15 = 175 mm.
- Ajuste fino A_f = 175 − 175 = 0 mm. Cumple tolerancia.
Caso 2: cadena fina con eslabones pequeños y cierre microajustable
Datos: L_act = 210 mm; L_obj = 195 mm; l_e = 3.5 mm; cierre microajustable permite ±2.5 mm; T = 1.0 mm.
Cálculo:
- N_r = floor((210 − 195) / 3.5) = floor(15 / 3.5) = floor(4.2857) = 4.
- R = 210 − (4 × 3.5) = 210 − 14 = 196 mm.
- A_f = 195 − 196 = −1 mm (es decir, la cadena queda 1 mm más larga que el objetivo).
- Verificación: |A_f| = 1 mm ≤ T, por tanto aceptable. Además, cierre microajustable puede compensar −1 mm.
Caso 3: patrón alternado con eslabones de 6 mm y 4 mm
Datos: L_act = 205 mm; L_obj = 180 mm; ciclo = 6 + 4 = 10 mm; T = 1.5 mm.
Cálculo:
- N_r_ciclos = floor((205 − 180) / 10) = floor(25 / 10) = 2 ciclos completos (corresponde a 4 eslabones si un ciclo = 2 eslabones).
- R = 205 − 2×10 = 185 mm.
- A_f = 180 − 185 = −5 mm (queda 5 mm más largo de lo deseado).
- Evaluación: |A_f| = 5 mm > T. Opciones: eliminar 1 eslabón adicional del ciclo (no siempre posible por patrón), o utilizar cierre con extensión negativa si disponible, o contactar manufactura para eslabón a medida.
Verificaciones dimensionaleS y control de calidad
Medición posintervención: medir R con pie de rey y comparar con L_obj; registrar desviación y aceptar según T.
Control de ensamblaje: asegurar que pasadores y remaches no generen protuberancias que incrementen longitud funcional.
Buenas prácticas de taller
- Marcar eslabones removidos y mantener registro de inventario para trazabilidad.
- Probar con usuario final en postura natural para verificar comodidad y movilidad.
- Si se suelda o remacha, controlar aporte térmico y distorsión dimensional.
- Documentar medidas iniciales y finales en hoja técnica del producto.
Determinación automatizada y consideraciones algorítmicas
Algoritmo recomendado:
- Medir L_act y l_e (o patrón).
- Calcular N_r_floor y N_r_round.
- Evaluar R y A_f para ambos candidatos.
- Seleccionar N_r que cumpla |A_f| ≤ T y minimice |A_f|; si ninguno cumple, proponer intervención adicional.
Consideraciones: prioridad a minimizar intervenciones mecánicas adicionales y preservar diseño estético.
Normativas, referencias y fuentes de autoridad
Normas y guías aplicables:
- ISO 8655 (relevante para tolerancias en dispositivos mecánicos; revisar aplicaciones específicas a joyería y accesorios).
- UNE-EN 1811 (ensayos de metales en contacto con piel; relevante para materiales de eslabones).
- Guías de la Asociación Internacional de Relojeros (WOSTEP / The Watchmakers of Switzerland Training and Educational Program) para ajuste de eslabones y cierres.
Recursos en línea y referencias técnicas:
- Instituto Internacional de Metrología: guías de medición dimensional y tolerancias.
- Publicaciones del Centro Tecnológico de Joyería para especificaciones de eslabones y procesos de remachado.
- Artículo técnico sobre diseño de cierres y microajustes en relojería moderna (revistas especializadas).
Ampliación técnica y consideraciones avanzadas
Análisis de incertidumbre: combinar incertidumbre de L_act (u1), incertidumbre de l_e (u2) y de ensamblaje (u3) por suma cuadrática.
Fórmula de incertidumbre combinada: u_c = sqrt(u1^2 + (N_r × u2)^2 + u3^2). Esta ayuda a decidir si es viable el ajuste dentro de tolerancia estadística.
Materialidad y deformaciones elásticas
La elasticidad del material puede alterar la percepción de ajuste en ±0.2–1.0 mm. Acero inoxidable tiene menor deformación que aleaciones blandas.
Considerar temperatura: coeficiente térmico lineal puede producir cambios dimensionales insignificantes a nivel de joyería, pero relevantes en aplicaciones de alta precisión.
Casos adicionales y soluciones adaptadas
Caso A: Persona con preferencia de ajuste holgado 5 mm mayor que L_obj; calcular N_r para nueva L_obj ajustada y verificar estética.
Caso B: Eslabones con remaches soldados que impiden retirar unidades individuales: evaluar corte y reemplazo por componente a medida; estimar tolerancias de soldadura.
Checklist práctica antes de entregar al cliente
- Confirmar L_obj con usuario.
- Medir L_act y l_e en al menos 3 puntos.
- Calcular N_r y validar con tolerancia T.
- Realizar ajuste, comprobación dimensional y prueba de uso.
- Registrar y devolver piezas removidas si el cliente lo solicita.
Accesibilidad y experiencia de usuario
Tablas diseñadas para lectura en dispositivos móviles y escritorio, con contraste y tamaño legible.
Parágrafos pares envueltos en clase para facilitar navegación y compatibilidad con lectura por pantalla.
Recursos y enlaces de interés
Enlaces de autoridad y normativa:
- Organización Internacional de Normalización — www.iso.org (buscar ISO 8655 y normas relacionadas).
- Instituto Nacional de Metrología — sitios nacionales de metrología para guías de medición.
- Asociaciones de relojería: publicaciones técnicas y guías de formación profesional (WOSTEP).
Para aplicaciones industriales o de laboratorio, consulte siempre la normativa específica del país y los manuales del fabricante para tolerancias y procedimientos.
Notas finales técnicas
Este documento proporciona un marco técnico para calcular eslabones a retirar y el ajuste necesario, con fórmulas, tablas y ejemplos.
Para casos complejos consulte un taller certificado o un ingeniero metrológico para evaluar incertidumbres y procesos de modificación.